
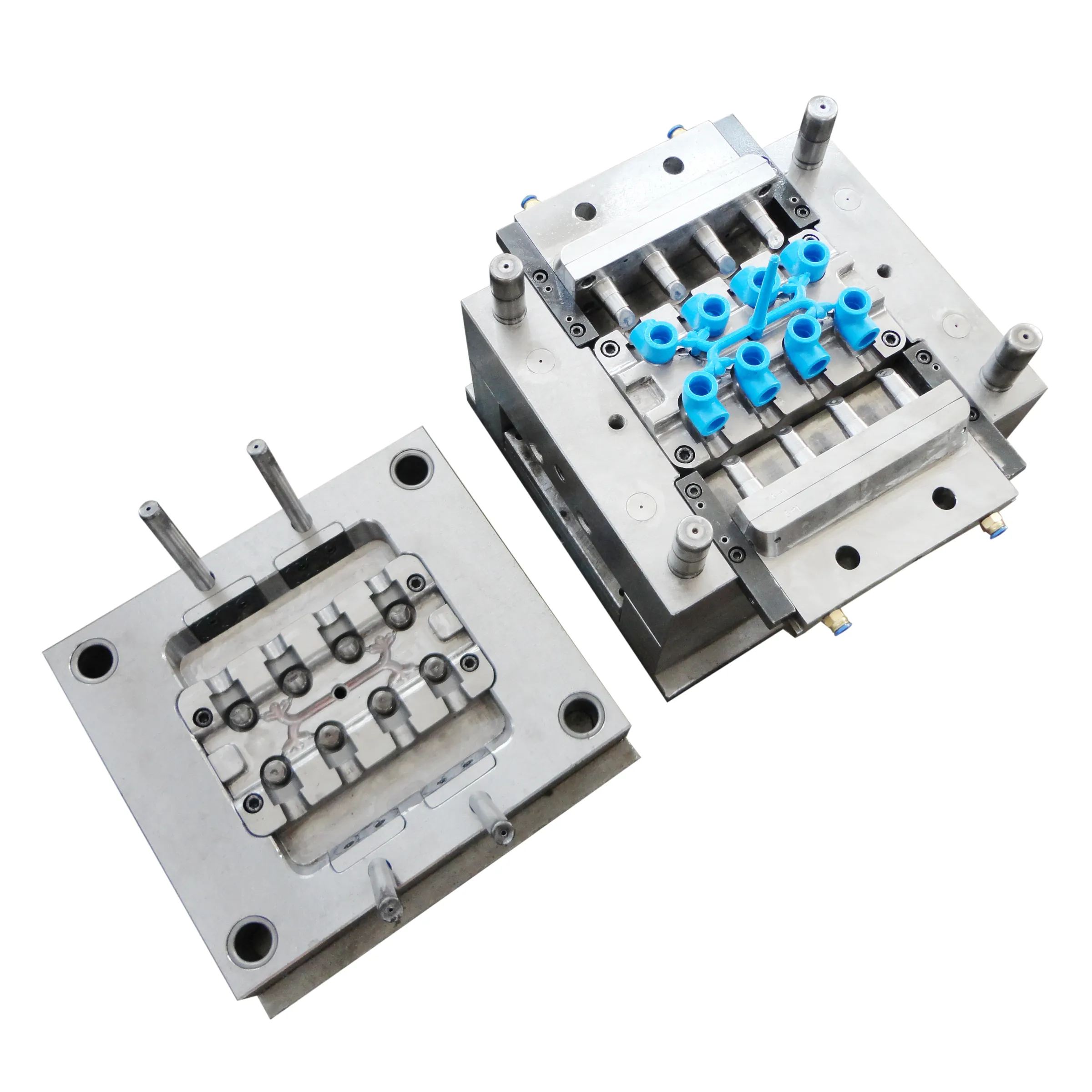
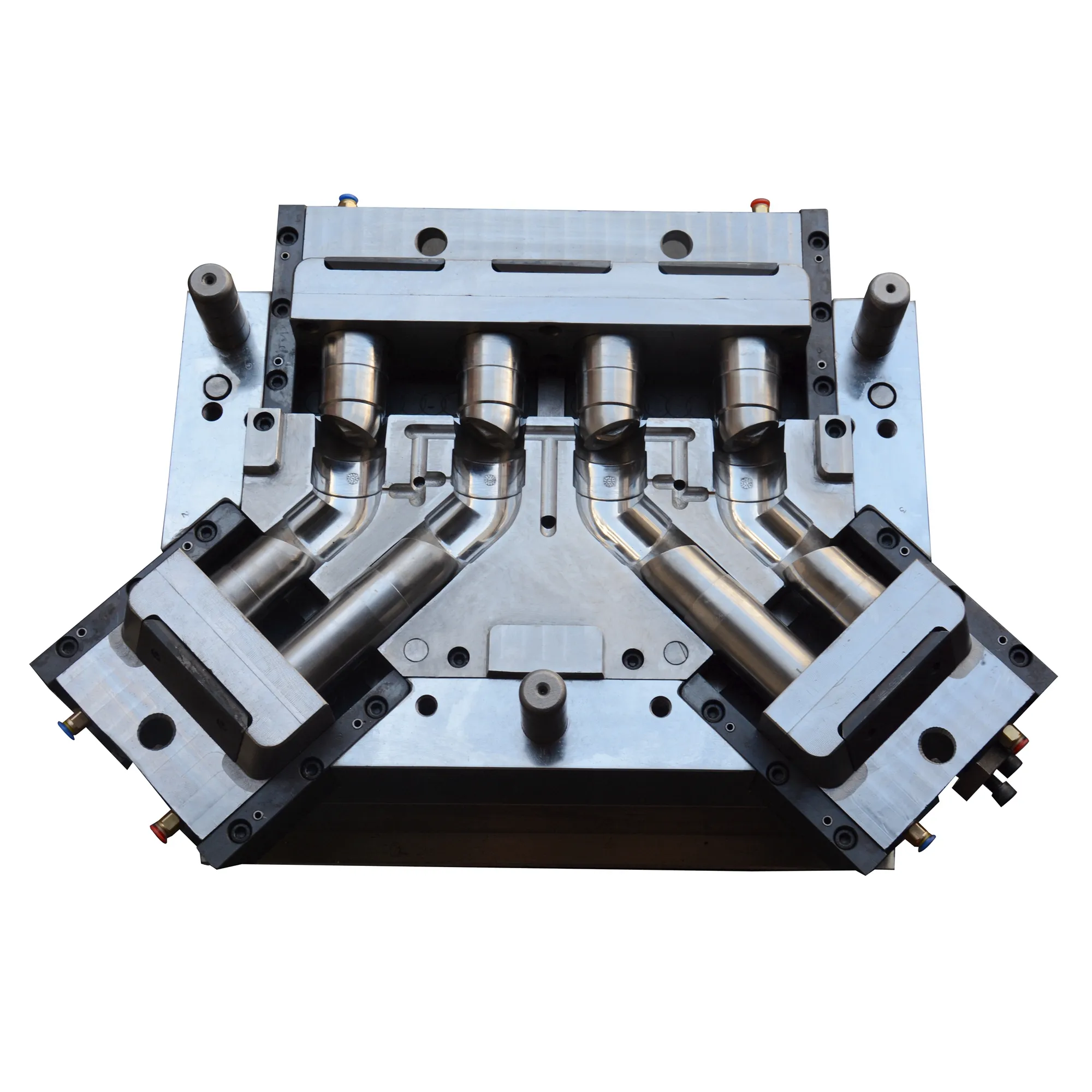
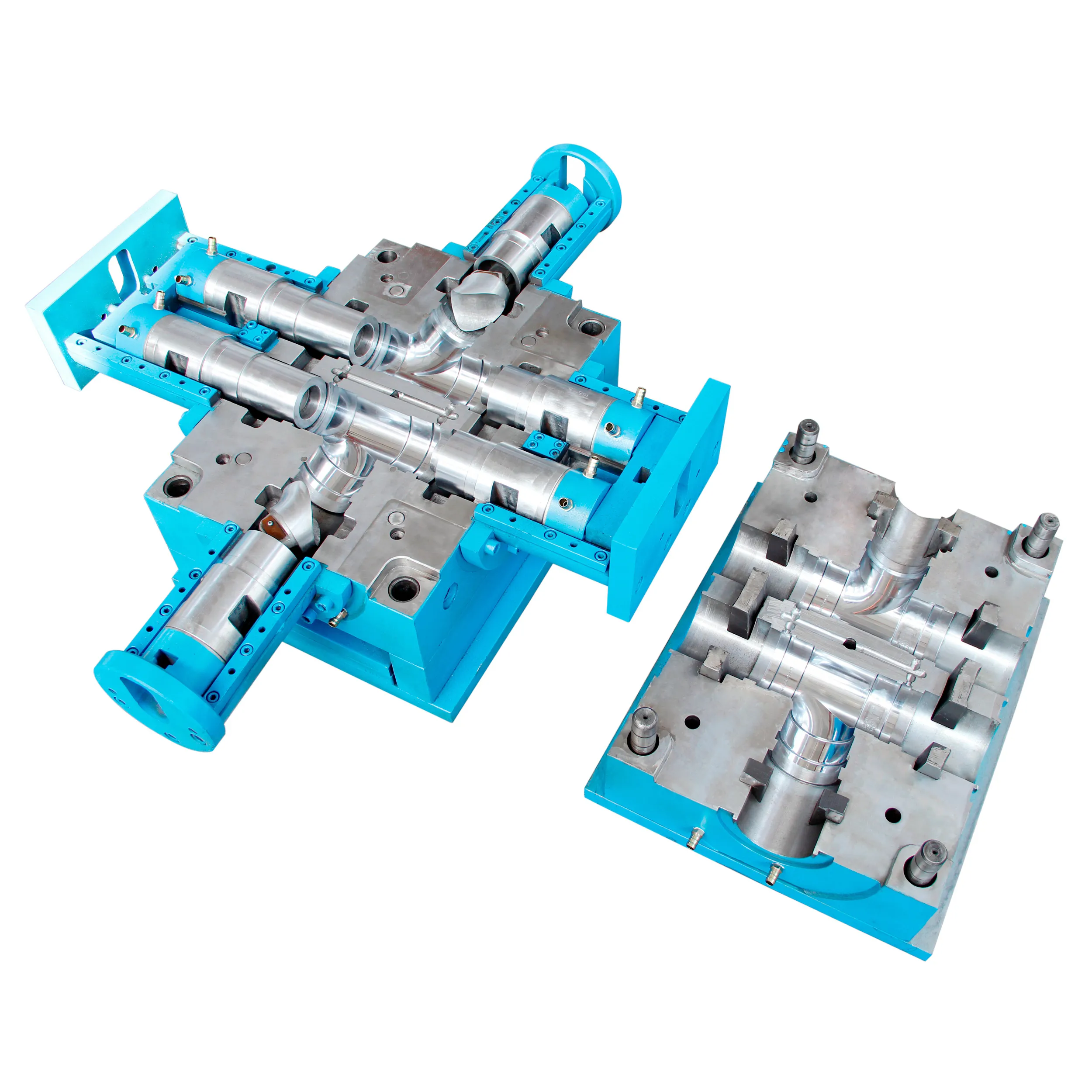
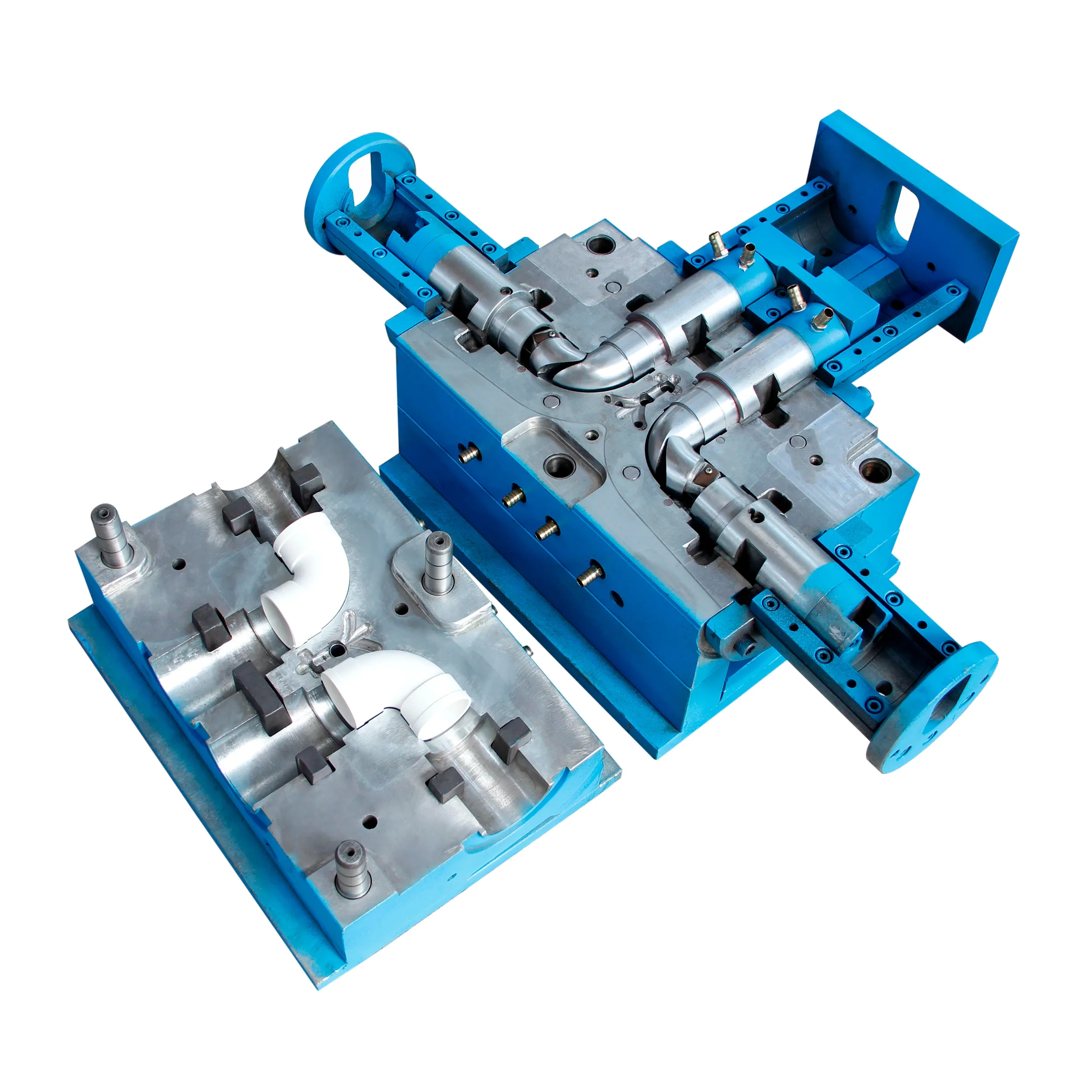
Bërryl PVC 90° Molding Tub me injeksion
Emri i kallëpit:Bërryl PVC 90° Molding Tub me injeksion
Zgavra: 8 kavitete
Madhësia e kallëpit: 40-50 mm
Çeliku i mykut: Gjermani2316 china2316 ose 4cr13 për zgavrën dhe bërthamën
Porta: porta e drejtpërdrejtë
Struktura e kallëpit: Këndi Këndi
Fortësia e bërthamës/kavitetit: HRC 40-45° gradë pas trajtimit të nxehtësisë me vakum
Makina e derdhjes me injeksion: 250-320 T
Problemi i injektimit të PVC dhe zgjidhja
1. Mungesa e materialit: Fenomeni që myku nuk mund të mbushet shpesh ndodh në procesin e montimit të tubave të injektimit. Kur makina e derdhur me injeksion sapo filloi të funksionojë, për shkak të temperaturës së mykut është shumë e ulët, humbja e nxehtësisë së materialit të shkrirë PVC është e madhe, e lehtë për t'u ngurtësuar herët, rezistenca e zgavrës së mykut është e madhe dhe materiali nuk mund të mbushet me zgavrën e mykut. Ky fenomen është shumë normal, por edhe i përkohshëm, pas injektimit të vazhdueshëm të modelit dixhital automatikisht do të zhduket. Nëse kallëpi nuk mund të mbushet gjatë gjithë kohës, merrni parasysh situatat e mëposhtme dhe bëni rregullimet e duhura:
1: temperatura e materialit të injektimit është e ulët dhe rrjedhshmëria është e dobët, kështu që temperatura e ngrohjes mund të rritet siç duhet për të përmirësuar plastifikimin dhe rrjedhshmërinë e materialit.
2: Vendosja e ciklit të formimit të injektimit është i shkurtër, ose materiali i pamjaftueshëm, mund të jetë i përshtatshëm për të rritur kohën e injektimit dhe për të rritur sasinë e sol.
3: Nëse presioni i caktuar është shumë i ulët ose koha e shndërrimit nga presioni i injektimit në presion mbajtës është shumë herët, presioni i injektimit mund të rritet siç duhet ose mund të rregullohet koha e konvertimit nga presioni mbajtës.
4: shpejtësia e injektimit është e ulët, shpejtësia e injektimit mund të rritet siç duhet.
5: madhësia e strukturës së sistemit të kanalit të rrjedhës është e vogël, mund të jetë e përshtatshme për të rritur volumin e kanalit kryesor, të kanalit ose portës të jetë më i madh
6: shkarkimi i mykut nuk është i mirë, mund të jetë i përshtatshëm për të modifikuar pozicionin e portës ose për të hapur një zakon shkarkimi.
7: myku i mbushjes së murit të hollë është i vështirë, mund të rregullojë strukturën e produktit ose të ndryshojë sistemin e hyrjes.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED






 Whatsapp
Whatsapp Telefoni
Telefoni