
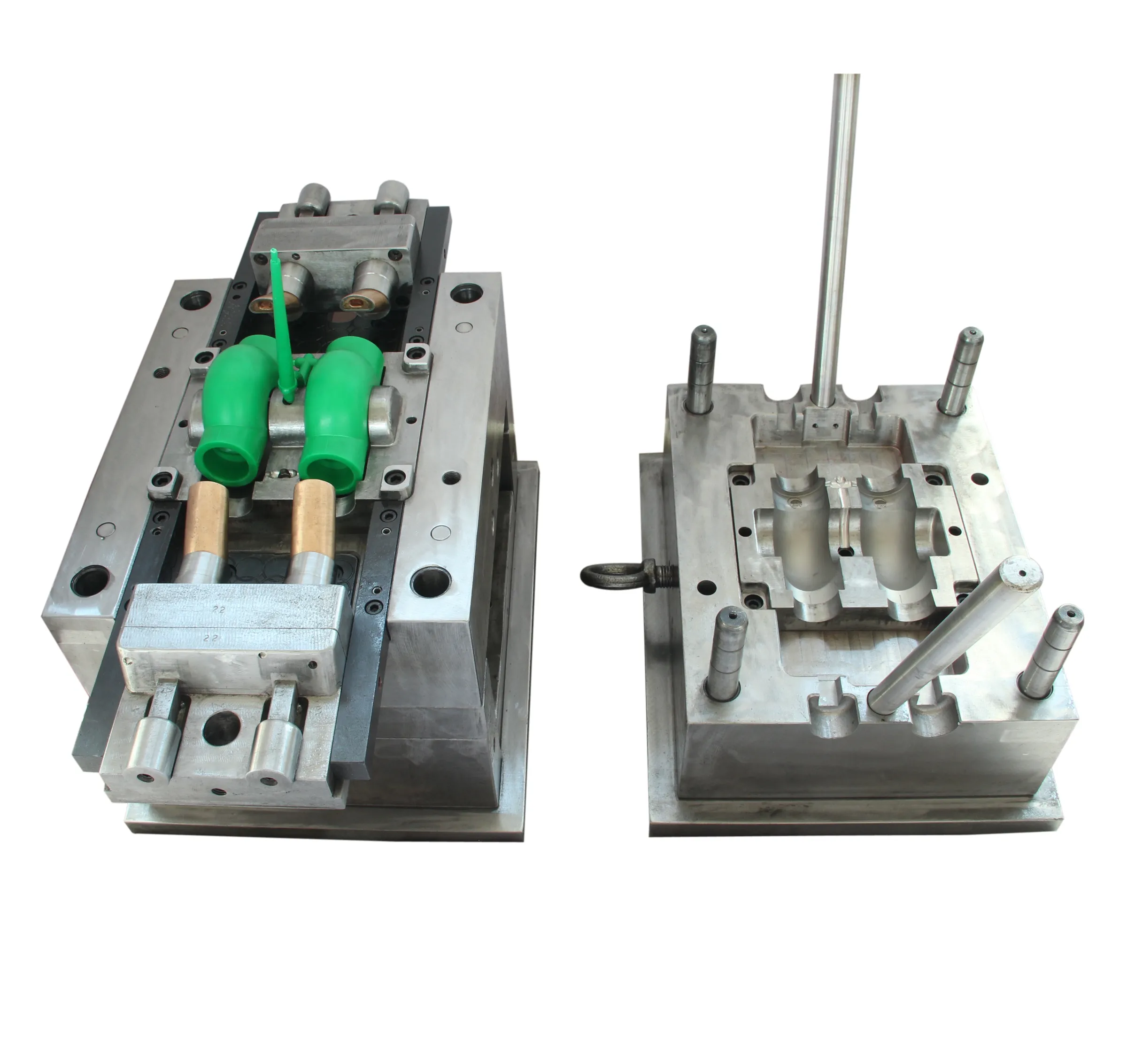
Kallëp montimi UPVC 50 mm me bërryl 90°
Emri i kallëpit:Kallëp montimi UPVC 50 mm me bërryl 90°
Zgavra: 4 zgavra
Madhësia e kallëpit: 50 mm
Çeliku i mykut: Gjermani2316 china2316 ose 4cr13 për zgavrën dhe bërthamën
Porta: porta e drejtpërdrejtë
Struktura e kallëpit: Kunja këndore dhe cilindër vaji
Fortësia e bërthamës/kavitetit: HRC 40-45° gradë pas trajtimit të nxehtësisë me vakum
Makinë formimi me injeksion: 300 T
Taizhou Huangyan Hong Jin Mod Co., Ltd, u themelua në vitin 2002. Ne jemi profesionistë në projektimin dhe prodhimin e mykut të montimit të tubave për më shumë se 23 vjet.
Ne presim një bashkëpunim të gjatë me ju.
Më poshtë është informacioni kryesor për referencën tuaj.
Vështirësitë në fazën e projektimit të mykut PVC
Dizajn kompleks i vrapuesit dhe portës
Vështirësia: Shkrirja e PVC ka viskozitet të lartë dhe rrjedhshmëri të dobët. Për të mbushur të gjitha pjesët e zgavrës së mykut (veçanërisht pjesët me mure të hollë dhe distale) njëkohësisht dhe në mënyrë uniforme, projektimi i kanalit të rrjedhës (kanalet kryesore dhe degëzuese) dhe portës është thelbësor.
Sfidat specifike:
Kanali i rrjedhjes së balancuar: Sigurohuni që rënia e presionit dhe koha e rrjedhjes nga hunda e makinës së derdhjes me injeksion deri në fund të çdo zgavër të jenë të qëndrueshme, për të parandaluar fenomenet e injektimit të shkurtër (mbushje të pamjaftueshme) ose mbi presionin (mbushje, stres i lartë i brendshëm).
Pozicioni dhe forma e portës: Zgjedhja e gabuar e pozicionit të portës mund të shkaktojë shfaqjen e shenjave të saldimit në zonën e presionit të dobët, duke ndikuar seriozisht në presionin e shpërthimit të montimeve të tubit. Madhësia e portës gjithashtu duhet të llogaritet me saktësi. Nëse është shumë i vogël, do të gjenerojë një sasi të madhe nxehtësie gjatë prerjes dhe do të jetë e prirur për t'u dekompozuar; Nëse është shumë i madh, ftohja do të jetë e ngadaltë, cikli do të jetë i gjatë dhe do të jetë e vështirë të hiqet porta.
Pusi dhe shkarkimi i materialit të ftohtë: PVC-ja ftohet lehtë dhe duhet të projektohet një pus efektiv i materialit të ftohtë për të kapur materialin e përparmë të ftohtë. Në të njëjtën kohë, zgavrat komplekse janë të prirura për kapjen e gazit dhe është e nevojshme të vendosen hapësira të arsyeshme dhe të mjaftueshme të shkarkimit, përndryshe mund të shkaktojë probleme të tilla si djegia (dekompozimi) dhe mungesa e materialit.
Projektimi i zgavrës dhe vlerësimi i shkallës së tkurrjes
Vështirësia: Shkalla e tkurrjes së derdhjes së PVC nuk është një vlerë fikse dhe ndikohet nga faktorë të ndryshëm si grada e rrëshirës, formula (si përmbajtja e mbushësit), parametrat e procesit (temperatura, presioni), etj.
Sfida specifike: Projektuesit duhet të caktojnë shkallë të ndryshme tkurrjeje në pjesë të ndryshme të kallëpit bazuar në përvojën dhe një kuptim të thellë të materialeve. Për shembull, shkalla e tkurrjes së mishit të trashë dhe të hollë është e ndryshme, dhe shkalla e tkurrjes përgjatë drejtimit të rrjedhës dhe drejtimit vertikal është gjithashtu e ndryshme. Vlerësimi i pasaktë mund të çojë në devijime dimensionale në produktin përfundimtar, veçanërisht duke ndikuar në madhësinë e lidhjes së filetos dhe madhësinë e montimit të prizës së pajisjeve të tubit.
Dizajni i sistemit të ftohjes
Vështirësia: PVC është një material i ndjeshëm ndaj nxehtësisë që duhet të ftohet në mënyrë efikase dhe uniforme brenda mykut.
Sfidat specifike:
Ftohja uniforme: Struktura e parregullt e tubit dhe trashësia e pabarabartë e murit rezultojnë në shkallë të paqëndrueshme të ftohjes. Pjesët me ftohje të ngadaltë do të tkurren më shumë, duke rezultuar në shenja tkurrjeje, deformim deformimi dhe stres të brendshëm.
Paraqitja e rrugëve ujore: Është e nevojshme të organizohen rrugë ujore ftohëse sa më afër dhe të balancuara me sipërfaqen e zgavrës së mykut në korniza dhe bërthama komplekse të mykut, gjë që është një provë e madhe e aftësisë së përpunimit. Ftohja e pabarabartë çon drejtpërdrejt në zgjatjen e cikleve të prodhimit dhe uljen e rendimentit të produktit.
Dizajni i sistemit të shkuljes
Vështirësia: Pajisjet PVC zakonisht kanë fije të brendshme, kopsa të përmbysura ose struktura të ndërlikuara të brinjëve.
Sfidat specifike:
Mekanizmi i tërheqjes së bërthamës: Blloqet komplekse rrëshqitëse, majat e pjerrëta dhe mekanizmat e tjerë të tërheqjes së bërthamës duhet të projektohen për të arritur çmontimin. Dizajni i këtyre institucioneve duhet të jetë i saktë, i besueshëm, i qetë në lëvizje, pa ndërhyrje dhe të ketë forcë të mjaftueshme dhe rezistencë ndaj konsumit.
Bilanci i sipërm: Paraqitja e kunjit të sipërm duhet të sigurojë që pajisjet e tubit të jenë shtyrë jashtë pa probleme dhe sinkron. Çdo çekuilibër mund të shkaktojë që produkti të bëhet i bardhë, i deformuar apo edhe i thyer.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED







 Whatsapp
Whatsapp Telefoni
Telefoni